
Warm Turkey Manufacturing
I undertook our DFM developments for this project, developing injection moldable components. Injection molding had never been done during a senior design project at CSU, so we believed that having these parts in our final design would showcase our project in the best light
Initial Manufacturing
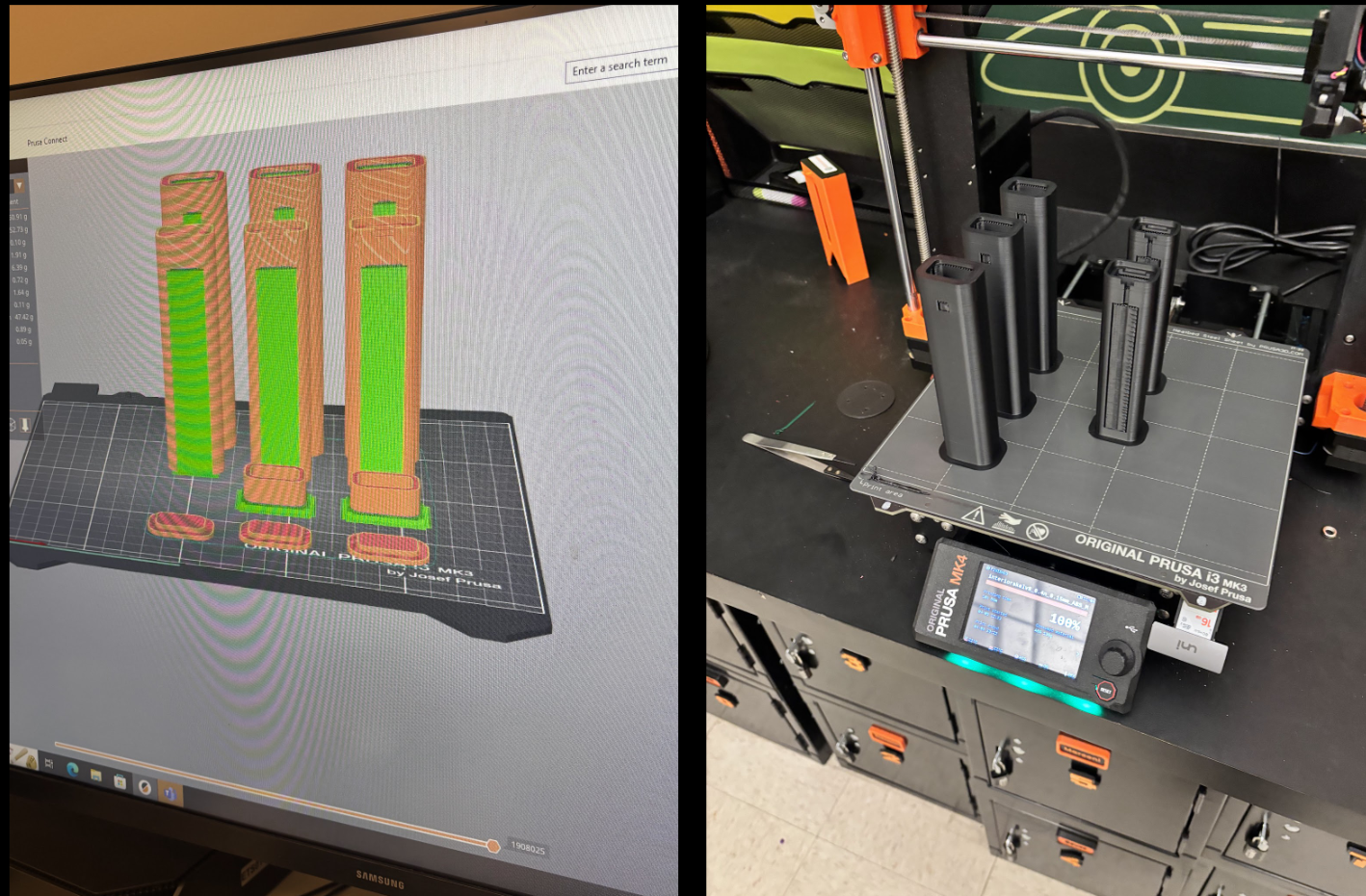
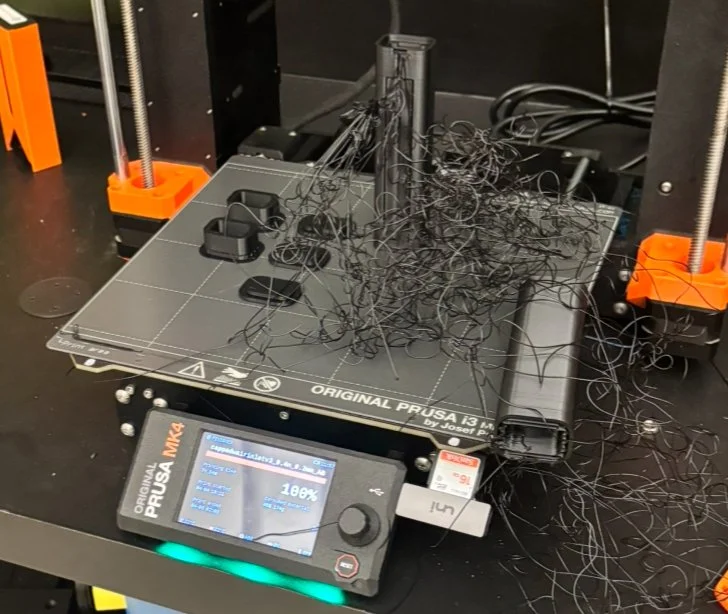
Initially, all of our parts were 3D printed. Our initial choice of PLA for cost effectiveness proved a mistake as it was weak in durability tests. We moved to ABS, and while it was stronger still suffered weakness at the layer lines created through 3D printing processes. 3D printing also posed issues, as our tall parts often suffered failures if the support brim shifted
Redesigning for Draft
The biggest hurdle with switching to injection moldable components was redesigning for draft angles. Our parts all had perpendicular faces with 0 degree draft angles, meaning injection molding processes would not eject the parts

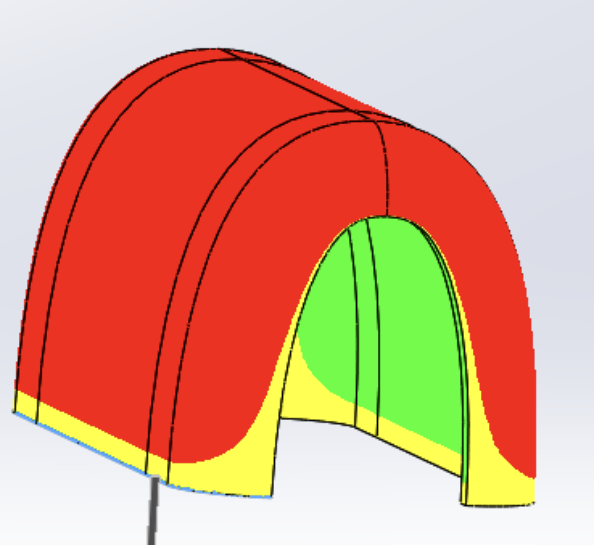
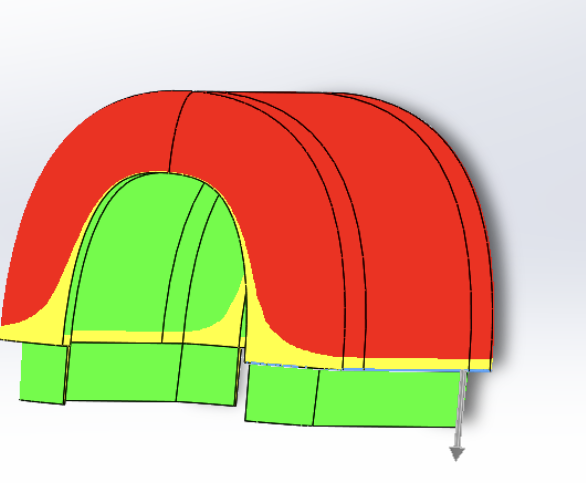
Designing for a 3 degree draft proved to be difficult for mateable components. A 1 degree draft was chosen as the requirement at connection points
Small Part Test
Advisors recommended we start with a small component, like the bottom cap, as a test. Utilizing SOLIDWORKS and its mold features, the mold was designed
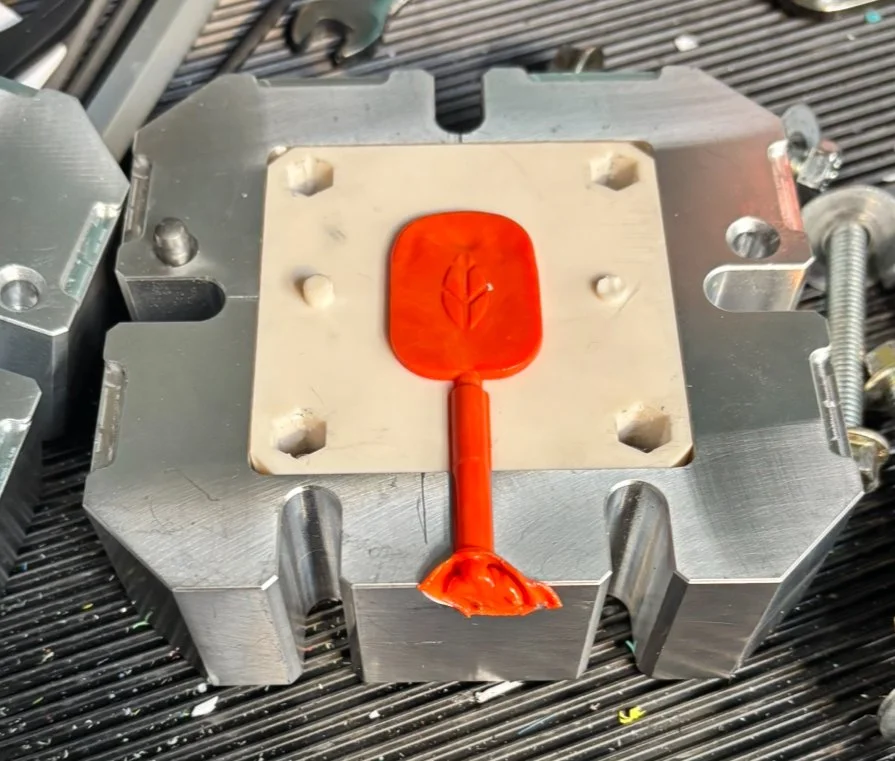
At the time of production, CSU’s machine shop class was running it’s CNC training, meaning mill time was in short supply. For this we chose to use a CNC’ed aluminum block as an outer frame, with a ceramic resin printed mold. This allowed for rapid prototyping our injection molding process. The aluminum frame would prevent expansion causing cracks in our ceramic.

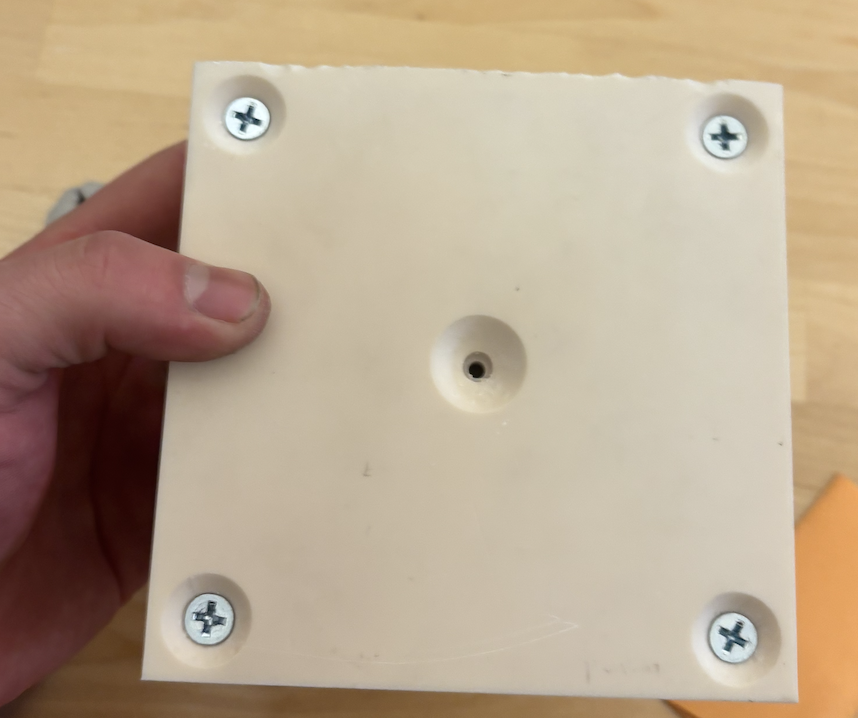
Small Part Test Result

Despite some short shots, we felt comfortable with our proof of concept and wanted to attempt a larger component
Shell Attempt
We wanted the outer shell of our device to be injection molded, and set our sights on that. After mold design, we found that we were unable to secure CNC time for a larger aluminum block, or to attempt a fully aluminum mold.
Because of this, we decided to take the risk and inject on a fully ceramic mold, knowing that the expansion of the plastic could cause a crack. It was decided that it was better to try and fail, rather than not attempt the larger mold at all
Shell Attempt Result

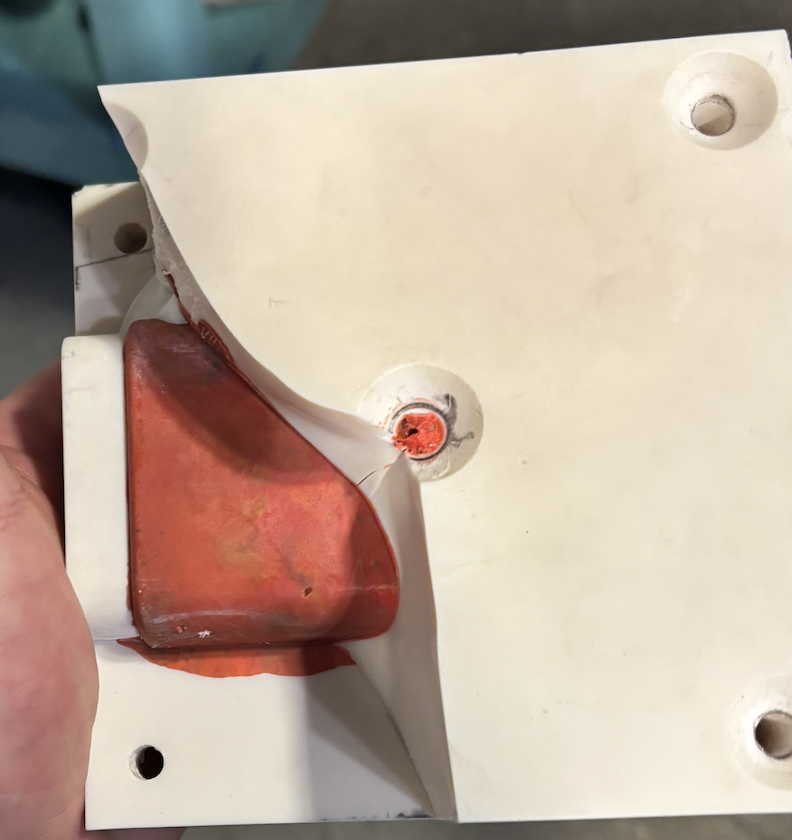
As expected, the ceramic mold cracked during the first injection. Despite this, we were happy with the result we had. We felt confident that with more time to design the mold out of aluminum, we would have a shell that could be mass produced.
Review
While we were unable to successfully inject a larger component, I am still happy with the work that was done. We were able to truthfully claim that we were the only senior design team at CSU to ever injection mold, and the experience taught me a lot. I have begun experimenting with more complex designs, including undercuts and internal components.